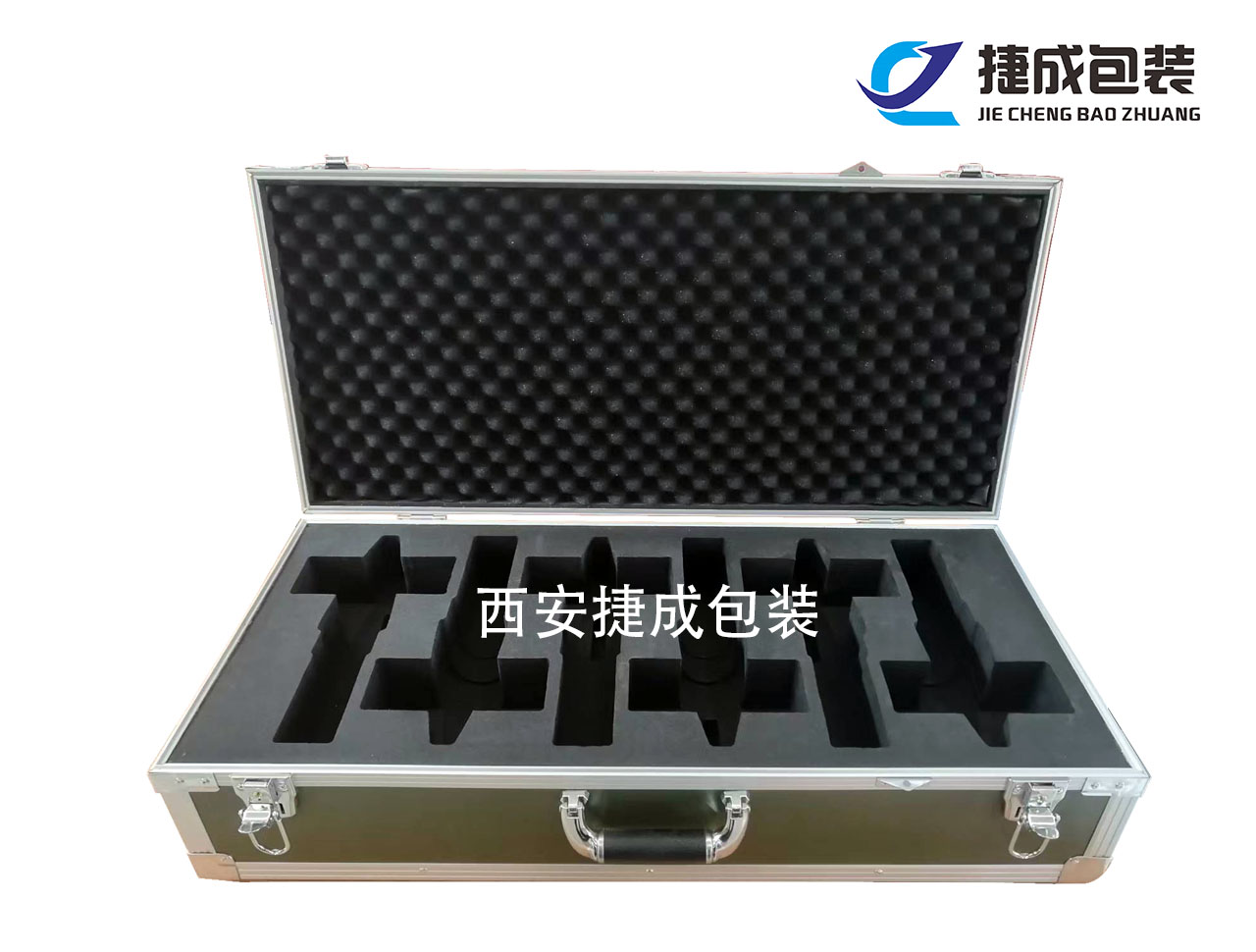
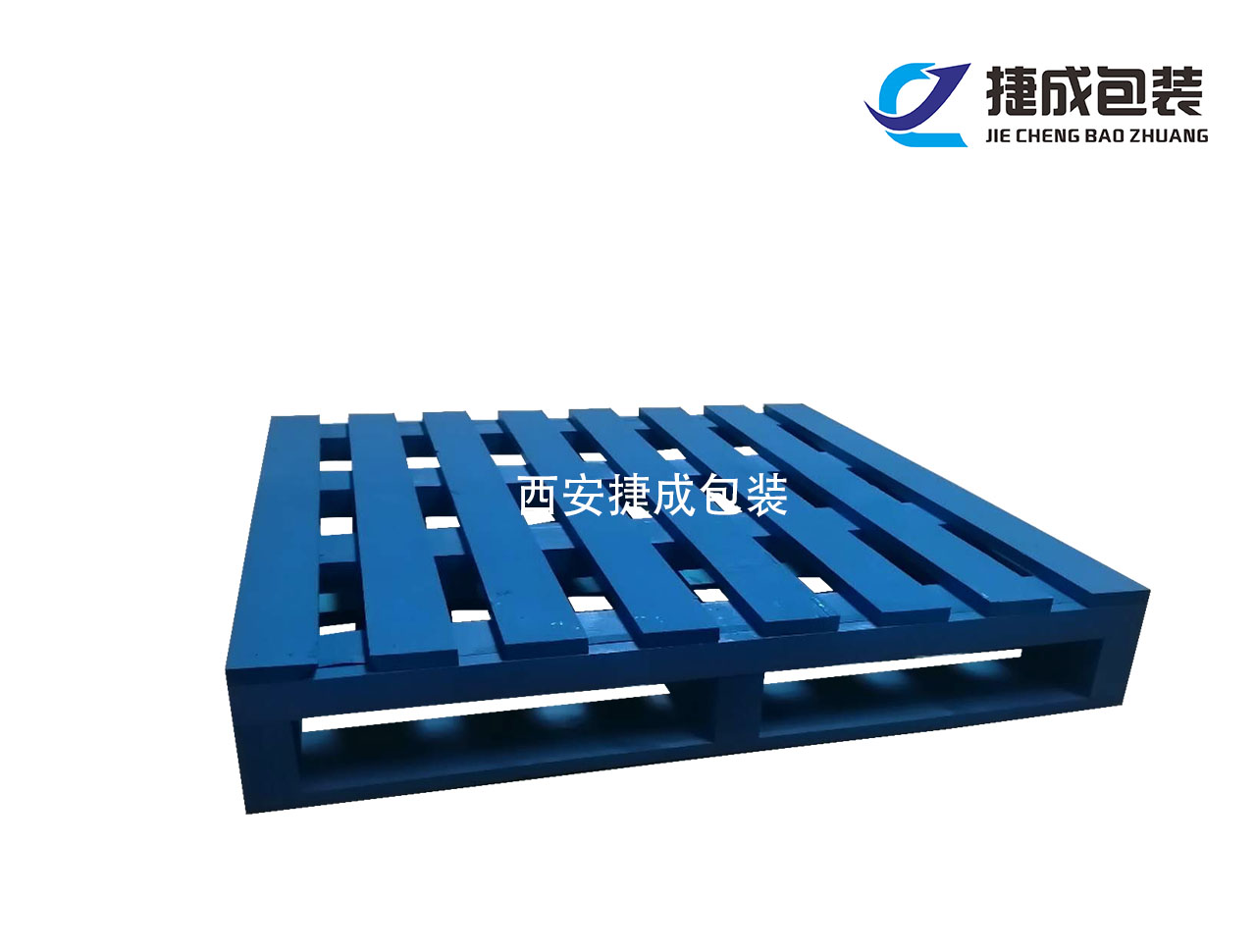
ФОжЪАќзАЯфЪЧвЛжжЙХРЯЕФАќзАШнЦїЃЌвВЪЧвЛжжживЊЕФдЫЪфАќзАШнЦїЁЃЫќдкАќзА..жаЦ№зХживЊЕФзїгУЃЌОпгаЕБЕиВФСЯЁЂЩњВњМђЕЅЁЂЧПЖШИпЁЂФЭОУадКУЁЂвЛЖЈЕФЕЏадЁЂФмГаЪмГхЛїКЭеёЖЏЁЂМлИёБуЉIвЫЕШЬиЕуЁЃФОжЪАќзАЯфОпгаФЭГБЁЂФЭФЅЁЂФЭЦЦЫщЁЂМгЙЄадКУЁЂЗЯЦњЮяЛиЪеЗНБуЕШЬиЕуЁЃЫцзХЩСжзЪдДЕФШевцЦЖЗІЃЌвЛаЉаЁВњЦЗгУЭпРужНЯфДњЬцАќзАЯфАќзАЃЌЕЋДѓЈаЭЛњЕчЩшБИЁЂЙЄХЉВњЦЗЕШФОжЪАќзАЯфШдеМАќзАШнЦїЕФКмДѓБШР§ЁЃ
ФОжЪАќзАЯфЩњВњЙЄвевЊЕу
1.бЙЯпгІЧхЈyЮњЃЌПЊВлЮЛжУгІзМШЗ
гыШЫЙЄзАЯфВЛЭЌЃЌФОжЪАќзАЯфЕФАќзАЩшБИЖдФОЯфЕФбЙЯпКЭПЊВлвЊЧѓНЯИпЁЃЪжЖЏзАЯфЪБЃЌПЩЪжЖЏОРе§гАЯьФОЁЩЯфздШЛГЩаЭЕФВЛСМвђЫиЃЌШчбЙКлЧГЁЂбЙЯпПЊВлзпЮЛЕШЁЃздЖЏзАЯфжївЊгЩЮќзьЁЂЕВИЫКЭМаИЫЭъГЩЃЌЮоГЩаЮНУЈе§ЙІФмЁЃвђДЫЃЌдкМгЙЄАќзАЯфФОЯфЪБЃЌашвЊ..АќзАЯфФОЯфЁюЕФбЙКлЧхЮњЃЌАќзАЯфФОЯфелЕўГЩаЭЪБШнвзЭфЧњЃЌГіЯжЖЯЯпЁЂгуЮВЮЦЕШШБЯнЁЃДЫЭтЃЌЛЙвЊ..ПЊВлКЭбЙЯпЕФОЋЖШЃЌвЛАуПЊВлЛђбЙЯпЮЛжУВЛЕУГЌЙ§2mmЁЃЮЊСЫЗНЈБуздЖЏАќзАзАжУжБСЂГЩаЭАќзАЯфФОЯфЃЌвЛаЉЙњЭтАќзАЯфФОЯфЛњаЕжЦдьЩЬ..НќЭЦГіСЫвЛжжНазіелКлЕФЙЄвеЁЃелКлЙЄвеЪЧдкздЖЏК§КаЛњЩЯАВзАдЄелзАжУЁЃетМѕЩйСЫбЙЯпдйДЮелЕўІюЕФзшСІЃЌЪЙздЖЏАќзАЩњВњЯпИќШнвзжБСЂАќзАЯфФОЯфЁЃ
2.ФОжЪАќзАЯфБэУцгІЪЪКЯЭИУїНКЗтЯф
гааЉЦЗХЦЕФЯфАхгЩгкБэУцЭПНКГЬЖШИпЃЌШнвзЪЙЭИУїНКДјФбвдеГИНЁЃзАШыЩЬЦЗЗтЯфЪБЃЌНКДјШнвзЕЏЁЬПЊЃЌЮоЗЈгааЇЗтЯфЁЃвЛАуЧщПіЯТЃЌгУзїФОАхЕФЯфАхгІНјааНКДјЁЃОпЬхЗНЁёЗЈЪЧ:ШЁвЛЬѕеГЖШЪЪжаЕФЭИУїНКДјЃЌЬљдкКаАхЁяЩЯЃЌШЛКѓЫКПЊНКДјгыКаАхЗжРыЁЃШчЙћЫКПЊКѓЫКЯТКаАхЕФБэВуЃЌЫЕУїетИіКаАхЪЪКЯНКДјУмЗтЁЃШєФмЧсвзЗжРыЃЌЧвЫКПЊКѓЯфФОАхБэУцВЛЪмЫ№ЛЕЃЌдђБэУїИУЯфФОАхВЛЪЪКЯНКДјЗтЯфЁЃ
3.ЦНећЖШ
вЛаЉвћСЯАќзАЃЌШчАйЪТПЩРжЃЌВЩгУФОПЈАхМгШШЫѕФЄАќзАЕФЗНЪНЁЃздЖЏАќзАЩњВњЯпАќзАЪБЃЌУПДЮЭЈЙ§ЮќзьЮќвЛПщФОАхЃЌелЕўеГКЯГЩПЈАхЃЌШЛКѓзАЦПУмЗтЫѕФЄЁЃШчЙћФОАхгавЛЖЈГЬЖШЕФЭфЧњЃЌЮќзьЛсвЛДЮЮќЖрИіЁЃвђДЫЃЌЮвУЧБиаы..ФЃОпЧаИюКѓЕФФОАхОпгаНЯИпЕФЦНећЖШЁЃ
гаЪБФЃОпЧаИюКѓЕФФОАхЦНећЖШКмИпЃЌЕЋДЂДцвЛЖЮЪБМфКѓЃЌФОАхЛсЭфЧњЁЃдвђЪЧФОАхДЂДцЛЗОГЕФЯрЖдЪЊЖШЙ§ИпЛђЙ§ЕЭЃЌЕМжТФОАхФкЕФЫЎЗжКЌСПЗЂЩњБфЛЏЃЌЕМжТФОАхЭфЧњБфаЮЁЃвЛАуРДЫЕЃЌЖдгкЦНећЖШвЊЧѓЬиБ№ИпЕФФОАхЃЌГЄЦкДЂДцЪБгІгУЫмСЯБЁФЄУмЗтЃЌвдИєРыЭтВПЮТЪЊЖШЛЗОГЃЌБмУтЮТЪЊЁЩЖШЛЗОГБфЛЏЕФгАЯьЁЃ
ФОжЪАќзАЯфАќзАзЂвтЪТЯю
1.ЯфНЧТЉЖДВЛвЫЙ§Дѓ
здЖЏзАЯфЕФЗтЯфЗНЪНЭЈГЃгаНКУмЗтЯфКЭЁћНКДјУмЗтЯфЁЃгыЪжЙЄЁАЙЄЁБзжаЮЗтЯфВЛЭЌЃЌНКУмЗтЯфКЭЈ|НКДјУмЗтЯфВЛЛсУмЗтЯфНЧЁЃШчЙћЯфНЧТЉЖДЙ§ДѓЃЌЛсЯїШѕАќзАЯфФОЯфЕФЗРЫЎЗРГБЙІФмЁЃЬиБ№ЪЧЖдгквЛаЉГіПкЩЬЦЗЃЌОјДѓЖрЪ§ІЦЪЧЭЈЙ§МЏзАЯфзАдЫЕННЛЛѕЕиЕуЃЌдкКЃЩЯКНааЙ§ГЬжаЃЌМЏзАЯфФкЕФПеЦјЪЊЖШПЩФмИпДя93%ЁЃШчЙћЯфНЧТЉЖДЬЋДѓЃЌФкВПЩЬЦЗКмШнвзЪмГБЁЃвЛАуЧщПіЯТЃЌЯфНЧТЉЖДЕФжБОЖВЛЕУГЌЙ§5mmЁЃ
2.АќзАЯфФОЯфЕФбЙЯпЮЛжУгІОпгазуІиЁЁЙЛЕФПЙелад
вЛаЉздЖЏзАЯфЛњдкзАЯфЪБЃЌЮЊЗНБуНЋФкзАЮязАШыАќзАЯфФОЯфЃЌЭЈГЃНЋАќзАЯфФОЯфвЁИЧелЕў270ЁЃШчЙћРяФОПЙЁЛеладВюЃЌПЩФмЛсдьГЩбЙКлДІЕФРяФОСбЗьЃЌЫљвдКмЖрЙЄГЇЖМгаАќзАЯфФОЯфбЙЯпПЙеладЕФМьбщЯюФПЁЃМьбщЗНЗЈЪЧНЋАќзАЯфФОЯфжЇГХГЩаЭКѓЃЌвЁИЧПЊКЯ270ЖШЃЌЭљИДШ§ДЮЃЌФОАхЁЂФкФОаыЮоСбЗьЁЃВЛЭЌЕФВњЦЗКЭВЛЭЌЕФІчАќзАЛњЖдАќзАЯфФОЯфЕФЩшМЦЁЂЙЄвеКЭОЋЖШгаВЛЭЌЕФвЊЧѓЁЃдкЩшМЦАќзАЯфФОЯфЪБЃЌгІШЯецСЫНтПЭЛЇЕФЪЕМЪАќзАЧщПіЃЌвдТњзуПЭЛЇЕФАќзАвЊЧѓЃЌВЛдьГЩжЪСПЙ§ЪЃЁЃ
3.ФОАхБэУцБиаыгавЛЖЈЕФДжВкЖШ
вЛаЉздЖЏАќзАЛњЛЙАќКЌздЖЏЖбЕўЯЕЭГРДЖбЕўАќзАЯфФОЯфЃЌЕЋдкетИіЙ§ГЬжаЃЌЮвУЧЗЂЈ}ЯжвЛаЉФОАхБэУцЦНЛЌЖШЯрЕБИпЃЌжиаЭАќзАЯфФОЯфВЛФмБЛЮќЦ№ЁЃдвђЪЧИпБэУцЦНЛЌЖШЕФАќзАЯфФОЯфВЛФмгыФОАхЕззљВњЩњзуЙЛЕФФІВСРДЪАЦ№АќзАЯфФОЁїЯфЁЃвђДЫЃЌдкетжжЧщПіЯТЃЌЮвУЧВЛЗСПМТЧбЁдёБэУцНЯДжВкЕФФОАхРДДњЬцЫќЁЃ






















 ЕБЧАЮЛжУЃК
ЕБЧАЮЛжУЃК